中山市康极盛机械设备有限公司
珠海市盛氏机械设备有限公司
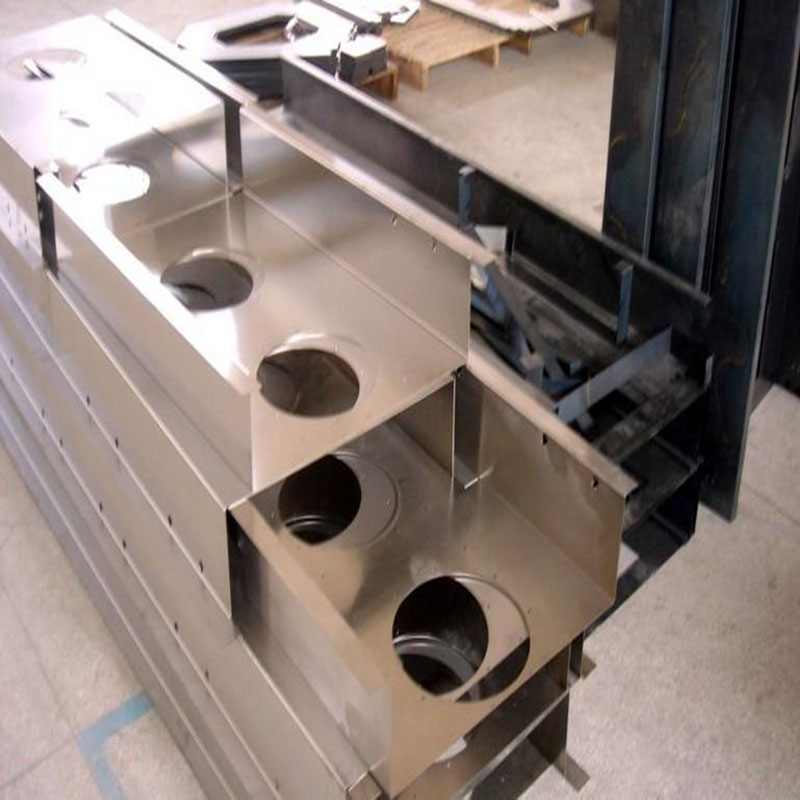
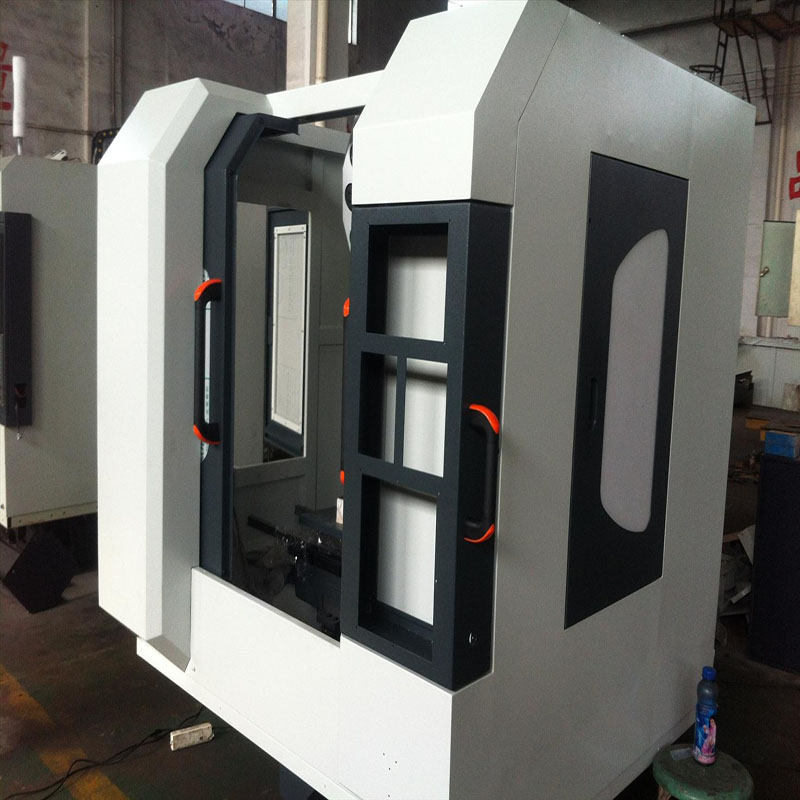
机械钣金加工
集设计、生产、销售于一体的精密钣金制造公司
 热线电话:
热线电话:
138-2307-9527

中山市康极盛机械设备有限公司
珠海市盛氏机械设备有限公司
机械钣金加工
集设计、生产、销售于一体的精密钣金制造公司
热线电话:
138-2307-9527

公司地址 :中山市三乡镇新圩村盛业路6号金湾工业园内的D区8幢一楼
联系电话 : 138-2307-9527
企业邮箱 : 13823079527@163.com
官方网址 :www.sfbourse.com
近日,中国科学院金属研究所成功研发一种钣金冲击液压成形技术,并研制出了基于全新原理、可用于生产的冲击液压成形设备,有望推动和提升我国航空钣金制造业发展水平。韶关不锈钢钣金加工该技术将传统铝合金板材成形过程中8道次以上的人工辅助制造过程改变为2道次的自动化生产过程,无需中间工艺热处理,生产效率提高了4倍。中科院金属研究所研究员张士宏:我们这项技术完全摒弃了人工的操作,实现了自动地靠模具来生产。这种生产技术它的效率要提高了很多,能为我们国家在航空航天钣金制造中解决很重要的一些瓶颈性难题。不锈钢钣金加工多少钱据介绍,航空航天装备中,钣金类零件占总零部件数量的20%以上,研究团队针对新型冲击液压成形技术,成功研制出全新原理的冲击液压成形设备,可用于高强铝合金、镁合金和钛合金等材料的成形制备,有望推动和提升我国航空钣金制造业发展水平。

目前,从整体上看,中国钣金加工的经济效益较好,行业企业经营利润很多都在20%以上。钣金加工行业主要为汽车、造船、精密机床、精密仪器、通讯电子和电梯等行业做配送加工,而其中大部分的合作方是国外的大公司(GE、BOSCH、OTIS),随着合作关系的进一步加深持久,从中学习先进的技术、工艺,及严格、规范的生产环境、生产流程等方面的管理经验,从而能够使关键部件和关键技术逐步国产化,相应就减少了外资企业从国外采购关键部件,降低了制造企业的生产成本。韶关不锈钢钣金加工同时,这种方式也可以为国内的生产制造企业做配套加工,也能够使其获得关键的生产技术,从而提高国内制造企业的产品性能。目前国内高精度钣金加工企业还不是太多,在某个地区进行钣金加工行业的发展,向国内外制造企业提供完善的配套加工服务,不仅能促进机械制造企业的整体发展,还能带动该地区区域经济实现新的跨越,同时企业的经济效益也得到保障。随着中国越来越成为国际加工制造中心,加上国外投资的不断增加,金属加工的能力需求不断加大,而金属加工行业中的电器控制箱、机器外壳等一般来说都是钣金件,所以钣金加工能力需求也不断提高。另外,就钣金加工而言,钣金加工企业通常需要各种各样的机械设备以满足不同工艺要求,而钣金冲孔精度一般在±0.1mm左右,折弯精度一般可以达到±0.5mm,因此相对于钣金加工来说,精度低得多。因此,行业技术的进步也带来了高利润,如钣金加工中冲压利润率一般可以达到30%左右,而激光切割的利润更是高达50%以上。不锈钢钣金加工多少钱行业利润水平及变动趋势,整体来看,钣金加工行业的利润水平主要取决于产品品质及加工精密度、产品及增值服务、下游用户企业和上游原材料价格。因此,未来随着行业内产品的技术含量越来越高,原材料价格波动对产品的影响程度也逐渐减轻,行业利润水平变动趋势向好。同时,未来的利润水平变动趋势主要取决于产品品质及精密度、产品增值服务和下游客户行业等因素。行业内具备较强技术实力、拥有高端客户资源优势以及具备管理优势的企业将在未来激烈的竞争中获取行业内较高的利润水平。

众所周知,机箱机柜的外壳都是用钣金制成的。1、钣金机柜不允许有肉眼可见倾斜或局部歪、扭现象存在。框架立柱与底座垂直度为小于1.5mm。韶关不锈钢钣金加工检测时以底座上表面为基准,以立柱上端内沿面为测量点。2、顶框与底座平行度为小于1mm。检测点为底座上表面及顶框下表面,且互为基准。也可通过测量六面之对角线的长度,相差不得超过2.5mm来检测。有中隔板者,顶框与底座平行度可放宽至1.5mm,中隔板与顶框或底座平行度为小于1mm。3、上、下围框的对角线之差的绝对值小于1.5mm。4、立柱不能有扭曲现象,不锈钢钣金加工多少钱各立柱与上、下围框相连的两端交接线与围框相邻平面的平行度为小于0.5mm。5、支撑插箱的滑道,同一层的左、右滑道所组成的工作面相对底座上表面的平行度为1mm,且应保证插箱装入后相邻两面板之间间隙之差的绝对值不得超过0.6mm。以上就是钣金加工中机箱机柜的外形尺寸的检验方法
一般钣金加工都是要进行表面处理的,不仅是为了其的美观性,还有形成一层耐磨涂层,增加其使用寿命。一般表面处理都是要在折弯、压铆等工序完成后才能进行的,至于折弯和压铆是什么不知道的可以看上一篇文章的介绍。韶关不锈钢钣金加工下面小编就为您介绍一下表面处理。电镀完后不进行喷涂处理,选用的是进行磷化处理,磷化处理后要进行喷涂处理。电镀板类外表清洗,脱脂,然后进行喷涂。不锈钢板(有镜面板,雾面板,拉丝板)是在折弯前进行能够进行拉丝处理,不必喷涂,如需喷涂要进行打毛处理;铝板一般选用氧化处理,依据喷涂不同的色彩选择不同的氧化底色,常用的有黑色和本性氧化;铝板需喷涂的进行铬酸盐氧化处理后喷涂。外表前处理这样做能够使清洁外表,明显进步涂膜附着力,能成倍进步涂膜的耐蚀力。不锈钢钣金加工多少钱清洗的流程先清洗工件,先将工件挂在流水线上,首先通过清洗溶液中(合金去油粉),然后进入清水中,其次通过喷淋区,再通过烘干区,最终将工件从流水线上取下。


