中山市康极盛机械设备有限公司
珠海市盛氏机械设备有限公司
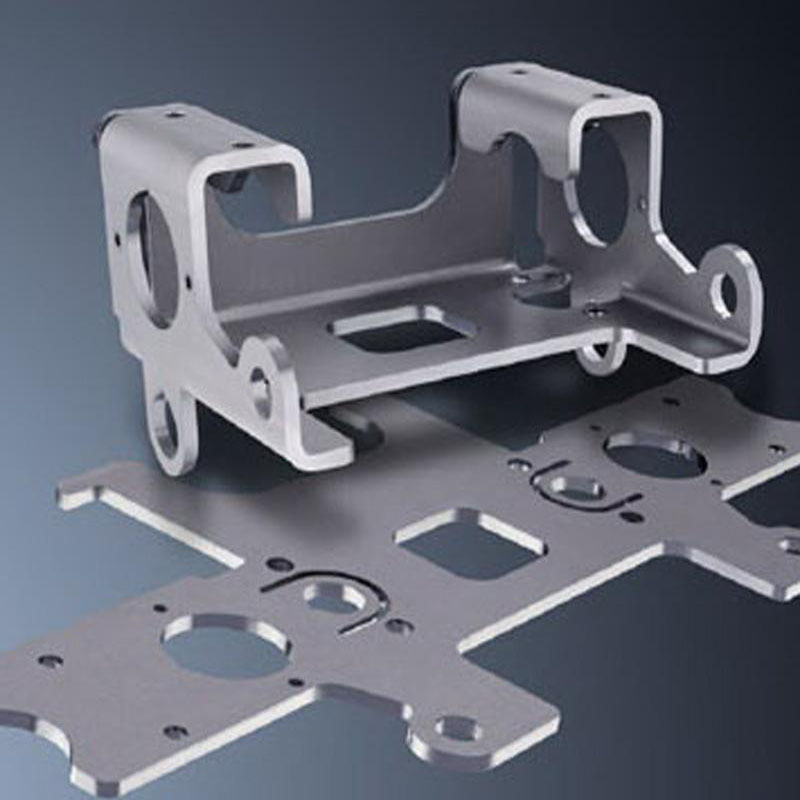
机械钣金加工
集设计、生产、销售于一体的精密钣金制造公司
 热线电话:
热线电话:
138-2307-9527

中山市康极盛机械设备有限公司
珠海市盛氏机械设备有限公司
机械钣金加工
集设计、生产、销售于一体的精密钣金制造公司
热线电话:
138-2307-9527

公司地址 :中山市三乡镇新圩村盛业路6号金湾工业园内的D区8幢一楼
联系电话 : 138-2307-9527
企业邮箱 : 13823079527@163.com
官方网址 :www.sfbourse.com
一般钣金加工都是要进行表面处理的,不仅是为了其的美观性,还有形成一层耐磨涂层,增加其使用寿命。一般表面处理都是要在折弯、压铆等工序完成后才能进行的,至于折弯和压铆是什么不知道的可以看上一篇文章的介绍。拱北机械零件加工下面小编就为您介绍一下表面处理。电镀完后不进行喷涂处理,选用的是进行磷化处理,磷化处理后要进行喷涂处理。电镀板类外表清洗,脱脂,然后进行喷涂。不锈钢板(有镜面板,雾面板,拉丝板)是在折弯前进行能够进行拉丝处理,不必喷涂,如需喷涂要进行打毛处理;铝板一般选用氧化处理,依据喷涂不同的色彩选择不同的氧化底色,常用的有黑色和本性氧化;铝板需喷涂的进行铬酸盐氧化处理后喷涂。外表前处理这样做能够使清洁外表,明显进步涂膜附着力,能成倍进步涂膜的耐蚀力。机械零件加工哪家好清洗的流程先清洗工件,先将工件挂在流水线上,首先通过清洗溶液中(合金去油粉),然后进入清水中,其次通过喷淋区,再通过烘干区,最终将工件从流水线上取下。

众所周知,机箱机柜的外壳都是用钣金制成的。1、钣金机柜不允许有肉眼可见倾斜或局部歪、扭现象存在。框架立柱与底座垂直度为小于1.5mm。拱北机械零件加工检测时以底座上表面为基准,以立柱上端内沿面为测量点。2、顶框与底座平行度为小于1mm。检测点为底座上表面及顶框下表面,且互为基准。也可通过测量六面之对角线的长度,相差不得超过2.5mm来检测。有中隔板者,顶框与底座平行度可放宽至1.5mm,中隔板与顶框或底座平行度为小于1mm。3、上、下围框的对角线之差的绝对值小于1.5mm。4、立柱不能有扭曲现象,机械零件加工哪家好各立柱与上、下围框相连的两端交接线与围框相邻平面的平行度为小于0.5mm。5、支撑插箱的滑道,同一层的左、右滑道所组成的工作面相对底座上表面的平行度为1mm,且应保证插箱装入后相邻两面板之间间隙之差的绝对值不得超过0.6mm。以上就是钣金加工中机箱机柜的外形尺寸的检验方法

因为激光束能聚集成很小的光电,所以焦点处可以达到很高的功率密度。因为光束输入的热量远远超过被材料反射、传导或扩散的部分,材料很会加热与汽化程度,蒸发形成孔洞。拱北机械零件加工随着光束与材料相对线性移动,使孔洞连续形成宽度很窄的切缝。由于切边的受热影响较小,工件基本没有发生变形。康极盛机械精密激光切割的切割过程中还添加了与被切材料相适的辅助汽体,在钢切割时可以利用氧作为辅助汽体与熔融金属产生放热化学反应氧化材料,同时吹走割缝内的熔渣。切割聚丙烯一类塑料使用压缩空气,棉、纸等易燃材料切割则使用惰性汽体。进入喷嘴的辅助汽体还能冷却聚焦透镜,防止烟尘进入透镜座内污染镜片并导致镜片过热。大多数有机与无机材料都可以用激光切割。在工业制造系统占有很重份量的金属加工业,许多的金属材料,不管它是什么样的硬度,都能进行无变形的切割。机械零件加工哪家好当然,对高反射率材料,如金、银、铜和铝合金,因为它们有良好的传热导体,因此激光切割起来会很困难,甚至不能切割。激光切割无毛刺,皱折且精度高,优于等离子切割。对许多机电制造行业来说,由于微机程序控制的现代激光切割系统能方便切割不同形状与尺寸的工件,它往往比冲切、模压工艺更被优先选用;尽管它加工速度还慢于模冲,但它没有模具消耗,无须修理模具,还节约更换模具时间,从而节省了加工费用,降低了生产成本,所以从总体上来考虑是蛮合算的。

在选择优质冲压模具材料的同时,对于同材质和不同性质的材料要求进行合理的锻造和热处理,是提高冲压模具耐用度的主要途径之一。例如,淬火时,若在加热时生产过热,不但会使此工件脆性过大,而且在冷却时容易引起变形和开裂,使耐用度降低。拱北机械零件加工因此在制造冲压模具时,必须合理的掌握热处理工艺。Toolox材料是由钢厂直接预硬的淬火调质钢,不再需要热处理,配合上恰当的表面处理(如氮化),Toolox基体材料的高韧性,配合上表面层的高硬度,能达到优异的效果。四、合理的安排冲压模具制造工艺及保证加工精度,冲压模具的加工精度对冲压模具的耐用度影响很大。如在冲裁模中由于装配间隙不均匀,在剪切力作用下常会使凹模啃坏而影响冲压模具寿命。同时,冲压模具表面光洁度过低,也会使冲压模具的耐用度降低。因此,在加工时必须要对孔距大小、装配时凸模对固定板支撑面的垂直度、冲压模具间距的均匀和导套、导柱的导向精度等级给于充分注意。制造与装配精度越高及工作部分表面粗糙度等级越高,冲压模具的耐用度就越高。五、正确选择压力机,为了提高冲压模具的耐用度,应选取精度较高及刚性较高的压力机,并使其冲压吨位大于冲压力百分之三十以上。机械零件加工哪家好正常来说,使用伺服冲床可相应提高模具寿命在几倍至几十倍以上。六、合理的使用及维护冲压模具,为了提高冲压模具耐用度,操作者必须合理的使用及维护冲压模具,对冲压模具应经常进行维修,以防止冲压模具带病工作。以上就是我们整理的提高冲压模具耐磨度的几个常用方法,提高耐磨度的意义不仅能让冲压模具的使用寿命增加,降低模具企业的生产成本,更能保证生产出来的产品的质量,提高生产效率。

光纤激光切割机在长期使用的过程中存在一些或多或少的损耗,如切割速度变慢、切割精度变差等问题,很多人认为是激光器功率下降了。影响激光切割机功率下降的原因有很多,不一定是激光器的问题。下面为大家分析下光纤激光切割机功率下降的原因:首先是焦点位置,焦点位置影响切割精度,尤其是焦点光斑直径。拱北机械零件加工焦点光斑直径要尽可能的小,才能产生一道窄窄的切缝;焦点光斑直径和聚焦透镜的焦深成正比,聚焦透镜焦深越小,焦点光斑直径就越小。其次是喷嘴的距离,加工件与喷嘴的距离也影响光纤激光切割机功率下降。距离太远会造成不必要的动能浪费,距离太近会影响溅散切割产物的驱散能力,合适的距离是0.8mm.另外光纤激光切割机对表面不平整的加工件切割主要靠其随动调节来实现,运行过程中喷嘴与加工件的高度要始终保持一致。再次是切割速度,切割速度对光纤激光切割机的功率有很大影响,切割速度与光纤激光切割机的功率成正比。同时切割质量与激光束质量有关,另外还与激光束聚焦系统的特征有关,即激光束聚焦后的大小对激光切割质量有很大影响。然后是辅助气体,辅助气体和气体压力的大小对光纤激光切割机的功率也有影响,辅助气体最好使用压缩空气或者惰性气体。机械零件加工哪家好如果加工材料厚度增加或者切割速度较慢时应适当降低气体压力,使用较低的气体压力切割可防止切边霜化。最后是激光器功率,如果前4项都已经排除,才考虑是激光器功率下降。任何一台设备长时间使用后都会出现有些部件老化的现象。激光器是光纤激光切割机的最核心最重要的部件,在长时间使用后也会出现功率下降。除了以上几点外,加工材料的性能、大小以及厚薄等也会影响光纤激光切割机的功率下降。

1、先下料,后加工的制作工艺,在开展下料时,最先须要对板才做好裁剪,依照零部件的外形尺寸规定采用剪板机对板才开展剪裁下料,随后开展数控程序的编写进到加工环节。拱北机械零件加工如图1所示的钣金件的加工,夹钳将板才夹紧稳固后开展零部件的加工,留意在开料时要对板才开展修边处置,四条边要有优良的平整度,假如要加工的板料为长410mm,宽为400mm的正方形,在一張长为2500mm,宽为1250mm的大板才上能够挤压成型出此类正方形棒料18块,材质使用率在9%下列。假如零部件单独开料的時间为30秒,则一共加工用时为9分钟。再此流程中,须要一位职工将裁剪下料后的板才置放于冲床边开展加工,单独工件的加工须要6种磨具并完成93次的冲压,再加上装卸工件的耗时,总合起來单独工件的加工须要1分钟時间。2、冲压套裁制作工艺在全部板才上开展下料,将18个零部件齐整排序开开,运用冲床的长方磨具将每个零部件独立断开分开,可是关键为了防止零部件的掉下来,也要将微联接预埋出去,使板才维持1个总体的情况。进行多次的夹紧以后,零部件中间有长方磨具的存有,要考虑到到磨具的规格也就是零部件空隙为5mm,材质的使用率在94%以下。此类制作工艺必须使用7种模具,比第一种工序多使用了一整套长方磨具。机械零件加工哪家好在零部件联接断开的生产过程中压铸长方磨具360次,促使1件的加工冲压要超过2034次能够完成,整个过程须要12分钟的用时。此类制作工艺方式相对而言零部件精密度较低,在迂回加工的流程中易于使数控车床的上下转盘中间有卷料的故章产生,加工存有安全风险,因而在开展零部件的断开加工中最合适以低俗的情况开展。另一个由于零部件中存有微联接,加工完成后须要末期的对结合处开展毛刺的打磨解决。


